

аТЮХЯъЧщ
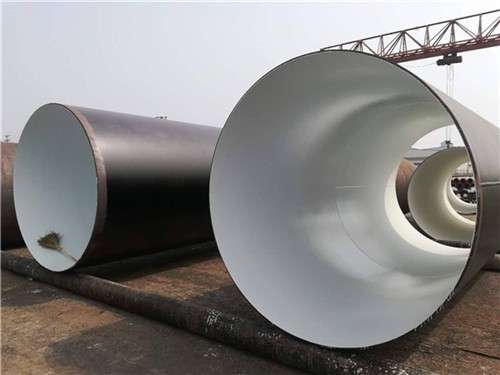
 гбГЯЙмвЕЃЌДђдьИжЙмаавЕжЊУћЦЗХЦ
гбГЯЙмвЕЃЌДђдьИжЙмаавЕжЊУћЦЗХЦ 

 ШЋЙњЗўЮёШШЯп
ШЋЙњЗўЮёШШЯпДѓПкОЖТна§ИжЙмМлИёащгыЪЕЕФХаЖЯ
ВњЦЗЯИНкЕФДІРэЃК
Тна§ИжЙмИжАхБпдЕгІЩшжУГ§атКЭШЅУЋДЬзАжУЃЌвдМѕЩйЦјПзЕФПЩФмадЁЃ ФЅБпЛњКЭдВХЬМєКѓЃЌЧхЯДзАжУЕФЮЛжУАВзАСМКУЁЃИУзАжУЕФНсЙЙЪЧдквЛВрЩЯЯТЮЛжУгаСНИіМфЯЖПЩЕїЕФЧ§ЖЏИжЫПТжЃЌЩЯЯТбЙАхбЙдкБпдЕЩЯЁЃ КИдќЕФВЮгы КИдќЪЧКИЗьН№ЪєжаКИдќЕФВагрВПЗжЁЃ КИЗьЭтЙл КИЗьГЩаЮЯЕЪ§ЬЋаЁЃЌКИЗьаЮзДеЖјЩюЃЌЦјЬхКЭМадгЮяВЛвзИЁГіБэУцЃЌШнвзаЮГЩЦјПзКЭМадќЁЃ КИЗьГЩаЮЯЕЪ§вЛАуПижЦдк1.3-1.5ЃЌКёБкТна§ИжЙмШЁДѓжЕЃЌБЁБкШЁаЁжЕЁЃ ЩјЭИТЪЕЭ ФкЭтКИЗьН№ЪєжиЕўВЛЙЛЃЌгаЪБВЛФмЭъШЋКИНгЁЃ етжжЧщПіГЦЮЊЩјЭИВЛзу МѕЩйДЮМЖДХГЁ ЮЊСЫМѕЩйДХЦЋДЕЕФгАЯьЃЌКИНгЕчРТдкЙЄМўЩЯЕФСЌНгЮЛжУжЛгІдЖРыКИНгЖЫзгЃЌвдБмУтвЛаЉКИНгЕчРТдкЙЄМўЩЯВњЩњЖўДЮДХГЁЁЃ вЇзЁБпдЕ ЕзЧаЪЧбизХКИНгБпдЕЕФКИНгжааФЯпЕФвЛИіVаЮАМВлЁЃ вЇБпЪЧдкКИНгЫйЖШЁЂЕчСїЁЂЕчбЙЕШЬѕМўВЛКЯЪЪЪБВњЩњЕФЁЃ ЦфжаЃЌЙ§ИпЕФКИНгЫйЖШБШВЛКЯЪЪЕФЕчСїИќШнвздьГЩвЇБпШБЯнЁЃ
ВњЦЗЕФЪЖБ№ЃК
ЪЖБ№Тна§ИжЙмТнЮЦЕФгааЇЗНЗЈЪЧЪЙгУНгЭЗГпЃЌетЪЧвЛжжзЈУХБъМЧЭтТнЮЦИљВПжБОЖКЭФкТнЮЦзЖПзжБОЖЕФгЮБъПЈГпЁЃЪЙгУЦ№РДМђЕЅЁЂжБЙлЁЂзМШЗЁЃ ДЫЭтЃЌНсКЯИжГпЕФГЄЭШгЮБъПЈГпПЩжБНгВтСПЭтТнЮЦИљВПЕФЭтОЖЁЂГЄЖШКЭФкТнЮЦзЖЖШРЉеХжБОЖЃЌВЂЖдееТнЮЦЙцИёНјааМьВщЁЃ гЩгкШБЯнЦНаагкКИЗьЃЌТна§ИжЙмКИЗьЕФШБЯнЮЊ:аБЯђШБЯн ЪЙгУЪБЃЌИжЙмжїгІСІЗНЯђМДИжЙмжсЯђЕФЕШаЇШБЯнГЄЖШаЁгкжБЗьЙмЕФЕШаЇШБЯнГЄЖШЃЛЦфДЮЃЌгЩгкЙмЯпИжЖМЪЧдўжЦИжАхЃЌГхЛїШЭадОпгаКмДѓЕФИїЯђвьадЃЌбидўжЦЗНЯђЕФCVNжЕПЩвдБШДЙжБгкдўжЦЗНЯђЕФИп3БЖЁЃ жБЗьЙмЕФжїгІСІе§КУДЙжБгкЙмЕФЕЭПЙГхЗНЯђЃЌЖјТна§ИжЙмДэПЊЙмЕФЕЭПЙГхЗНЯђЃЌЪЙЕУТна§ИжЙмКИЗьГЄЕФШБЕуГЩЮЊПЩФм

ВњЦЗадФмЃК
1820mmТна§ИжЙмЕФКИНгИпЮТаЇгІЛсЪЙКИЗьКЭШШгАЯьЧјН№ЪєНсЙЙЗЂЩњБфЛЏЃЌЪжЮЦБфДжЃЌЭЌЪБДцдкКмДѓЕФФкгІСІ НсКЯетаЉБфЛЏЕФНсЙћЃЌбзжЂЧјгђжаН№ЪєЕФаджЪгыФИЬхН№Ъє(ЙмЬх)ЕФаджЪДѓВЛЯрЭЌ ЕБТна§КИЙмЕФФкгІСІГЌЙ§ЧќЗўМЋЯоЪБЃЌН№ЪєНЋЫмадБфаЮЃЌЕМжТЙмзгЭфЧњЁЃЕБФкгІСІГЌЙ§ЧПЖШМЋЯоЪБЃЌН№ЪєжаЛсГіЯжОЇНчСбЮЦЃЌСбЮЦЗЂеЙКѓЃЌКИЗьжавВЛсГіЯжСбЮЦЁЃ гЩгкКИЗьСНВрКИНгЕФШШаЇгІЃЌТна§ИжЙмЁЂКИЗьКЭЙмЕРаЮГЩСЫНсЙЙЁЂОЇСЃГпДчКЭгІСІЗжВМЭъШЋВЛЭЌЕФШ§ИіГЁЁЃ Тна§КИЙмЕФЕзЧаЪЧбиКИЗьжааФЯпдкКИЗьБпдЕЕФвЛИіVаЮВлЁЃ вЇБпЪЧдкКИНгЫйЖШЁЂЕчСїЁЂЕчбЙЕШЬѕМўВЛКЯЪЪЪБВњЩњЕФЁЃ ЦфжаЃЌЙ§ИпЕФКИНгЫйЖШБШВЛКЯЪЪЕФЕчСїИќШнвздьГЩвЇБпШБЯнЁЃ Тна§КИЙмКИНгДјгаЧПСђЗжФ§ЧјЕФИжАхЪБЃЌСђЗжФ§ЧјСђЛЏЮяНјШыКИЗьН№Ъєв§Ц№ЕФСбЮЦЁЃ двђЪЧСђЦЋЮіЧјКЌгаЕЭШлЕуЕФСђЛЏЬњЃЌИжжаДцдкЧтЁЃ вђДЫЃЌЮЊСЫЗРжЙетжжЧщПіЗЂЩњЃЌЪЙгУАыеђОВИжЛђСђЦЋЮіЧјНЯЩйЕФеђОВИжШдШЛЪЧгааЇЕФЁЃ

ВњЦЗжЪСПвђЫиЃК
НтОіТна§ЙмБэУцжЪСПЕФЗНЗЈЪЧХчЭшГ§атЁЃДѓЙІТЪЕчЛњДјЖЏвЖЦЌИпЫйа§зЊЃЌдкРыаФСІЕФзїгУЯТЃЌНЋИжЩАЁЂИжЭшЁЂЬњЫПЖЮЁЂПѓЮяжЪЕШФЅСЯХчЭПдкИжЙмБэУцЃЌЦ№ЕНГ§атЕФзїгУЁЃ Тна§КИЙмКИНгДјгаЧПСђЗжФ§ЧјЕФИжАхЪБЃЌСђЗжФ§ЧјСђЛЏЮяНјШыКИЗьН№Ъєв§Ц№ЕФСбЮЦЁЃ двђЪЧСђЦЋЮіЧјКЌгаЕЭШлЕуЕФСђЛЏЬњЃЌИжжаДцдкЧтЁЃ вђДЫЃЌЮЊСЫЗРжЙетжжЧщПіЗЂЩњЃЌЪЙгУАыеђОВИжЛђСђЦЋЮіЧјНЯЩйЕФеђОВИжШдШЛЪЧгааЇЕФЁЃ дкГЧЪаХХЫЎгУДѓжБОЖТна§ИжЙмЕФЩњВњЙ§ГЬжаЃЌгАЯьБпдЕДэЮЛЕФвђЫиКмЖрЁЃ дкЩњВњЪЕМљжаЃЌИжЙмЭљЭљвђДэБпЙЋВюЙ§ДѓЖјНЕМЖЁЃ вђДЫЃЌЗжЮіДѓжБОЖТна§ИжЙмВЛЖджаЕФдвђМАЦфдЄЗРДыЪЉЪЎЗжБивЊЁЃ ЛЙашвЊЧхНрКЭИЩдяТна§ЙмИжЕФКИНгБэУцКЭКИМСЁЃЩЯвЛЬѕЃК tpepЗРИЏИжЙмМлИёЪЦЭЗ
ЯТвЛЬѕЃК tpepЗРИЏИжЙмШчКЮЪЕЯжЙЉЫЎЮоЗьСЌНг?
