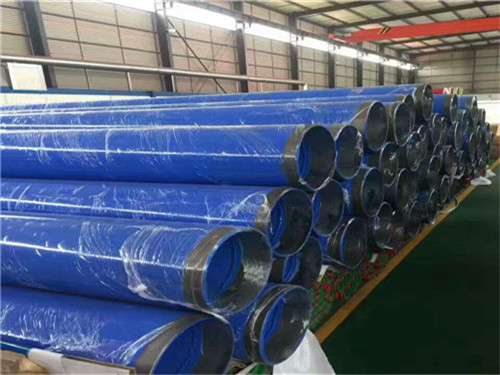
���ʷ����ֹ�/Ϳ�ֹܸ����쳧��
���� רע�ܵ� ע��Ʒ�� Դ���ѳϹ�ҵ ����
���� רע�ܵ� ע��Ʒ�� Դ���ѳϹ�ҵ ����
ɨ���ά����ѯ

7��24Сʱ��������13703173800
7��24Сʱ��������13703173800
 �ѳϹ�ҵ������ֹ���ҵƷ���쵼��
�ѳϹ�ҵ������ֹ���ҵƷ���쵼�� 



Ӧ������ú��ܵ�����
���ӷ�ʽ����������
��Ʒ���ܣ� �����������г����������ȣ��ܳ��汱�����������г����ߣ���������һ�㣬����ۿռ䣬�����������Ƴ�Ʒ�ļ�Ǯ���ߣ��ƶ��г��������գ��������״̬������ͦ����ԥ�����������M�����������ۣ���ˮ�������ٵ�������ϢҪ�أ���������

Ӧ�����������ܵ�����
���ӷ�ʽ����������
��Ʒ���ܣ� ֱ��۰������ݱ��¹ܲ������д�ͳ�ع��ͼܿշ���ܵ����Ա�����Ƚ�������ʵ�����ܣ����һ����������� ���Ч��;���Ч�棬Ҳ�ǹ��Ƚ��ܵ�������ʩ�� ע������ ����Ԥ��ֱ���¹ܲ���ֱ���ȹܵ���

Ӧ����������ˮ�ܵ�����
���ӷ�ʽ����������
��Ʒ���ܣ� ��һ��������ѯ��ipn8710��ˮ�����ֹܶ���Ǯһ�ף�������ⲻ��һ�Ŷ��ۣ���ѡ����Ҫ���ǵ��ǹ��ӵĿھ����ں�������ʽ����������ȣ���ִ�б��� �ӹ����� ��ˮ�ܵ������ֹ���ָ����������

Ӧ����������ˮ�ܵ�����
���ӷ�ʽ����������
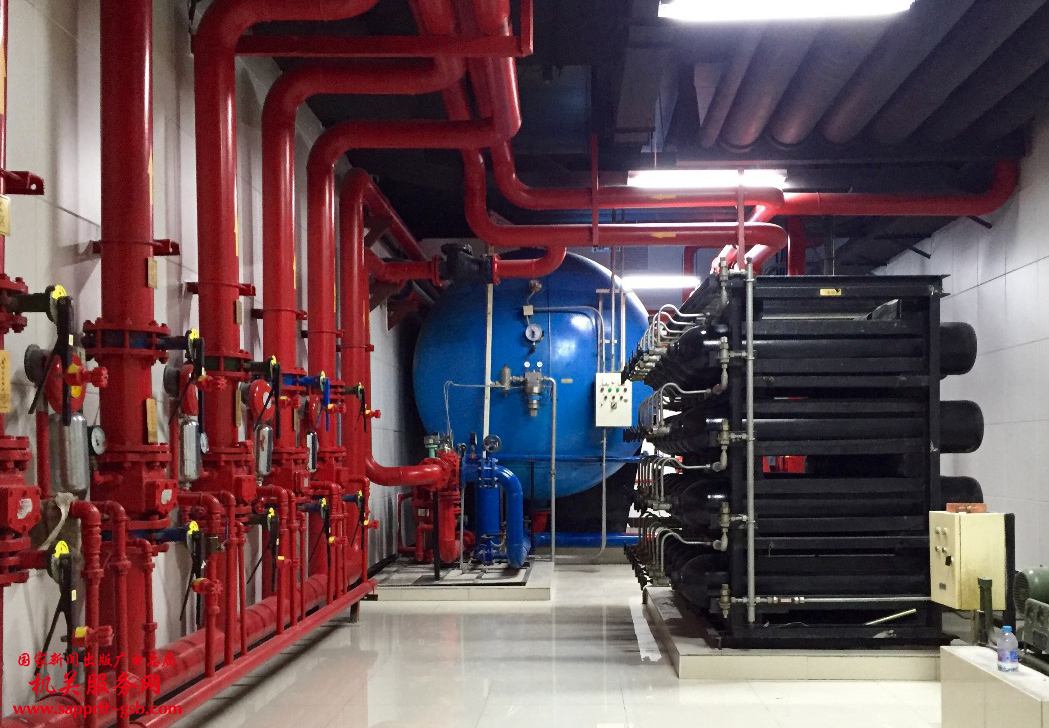
��Ʒ���ܣ� ͨ����ͨ�˽���������ֹܱ������������̹㷺Ӧ�ã������ֹ���Ҫʹ���ڸۿ��ڱڻ�����̣�������������ֹܳ������������ǣ�Ҳ����һ��������̻��������̡�һ��������ˮ�����������ʩ��ǽ�� ����ˮ��ĺ����������ڱڡ�����

Ӧ��������ˮ��������
���ӷ�ʽ����������
��Ʒ���ܣ�����ú��������ֹ��Ƿ�ָ�����к����������������ϻ������ŵ��л�������������⣬���ǵ���Է������������ߡ�������֬�ķ��ӽṹ���Է������к��л��õĻ�������Ϊ���������������ſ���λ�ڷ�������ĩ�ˡ��м��ɻ�״�ṹ�����ڷ���
�ѳϸֹܲɹ���������13703173800
������ѯ �ѳϹ�ҵ������ֹ���ҵƷ���쵼��
�ѳϹ�ҵ������ֹ���ҵƷ���쵼��




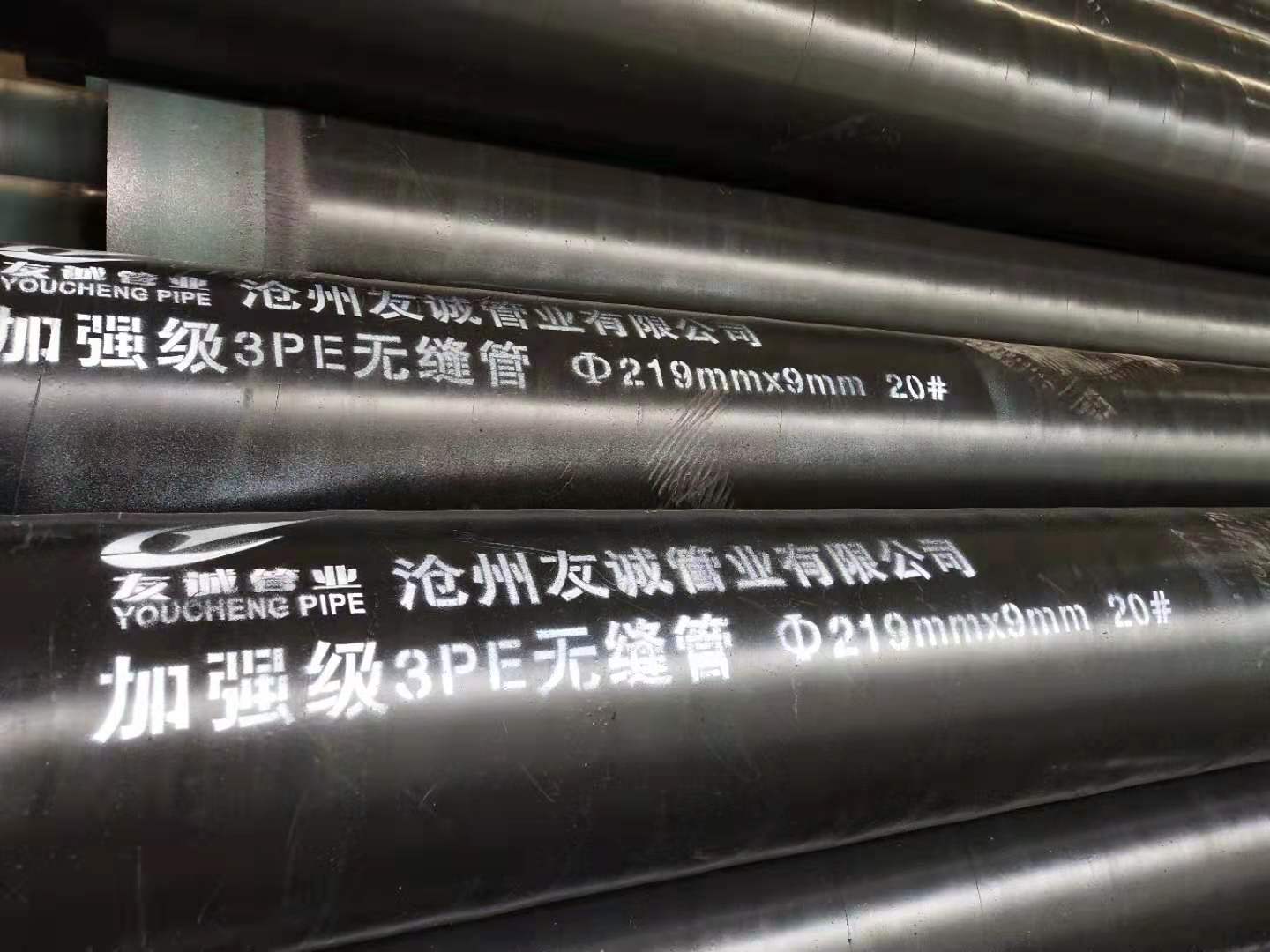



�����ѳϹ�ҵ����˾��һ��רҵ������������Ϳ�ܹܵ����ܼ���һ��Ĵ�����ҵ����˾ע���ʽ�8600��Ԫ��λ���й��ܵ��������ء��ӱ���ɽ�أ������������١����ڸ��١���ʯ����30�������������վ40��������ʻ���������ңǽ����150���Ϊ�ͻ����ü�ҵ��չ�ṩ�˱����Ľ�ͨ������ �ֹ�ϵ�У������ֹܡ���ֹܡ�ERWֱ�캸�ܡ�JCOE��ֱ��ֹܡ��ȶ�п�ֹܡ� Ϳ��ϵ�У�����Ϳ�ֹܸܡ�Ϳ�ܸ��ϸ֡��� �˽����
ǿ�����ҵ���ƣ�Ϊ��ҵ���²�Ʒս�Ի���
 ���������Ż����
���������Ż����
 �豸�Ƚ�������֤
�豸�Ƚ�������֤
 ��������רҵ����
��������רҵ����
 ��Ʒ��������Ż�
��Ʒ��������Ż�
 רҵ��Ա�����Ŷ�
רҵ��Ա�����Ŷ�
 ���������Ż����
���������Ż���� �豸�Ƚ�������֤
�豸�Ƚ�������֤ ��������רҵ����
��������רҵ���� ��Ʒ��������Ż�
��Ʒ��������Ż� רҵ��Ա�����Ŷ�
רҵ��Ա�����Ŷ� �ѳϹ�ҵΪ���ṩ���Ų�Ʒ��۸�
�������ߣ�13703173800
�˽������ѳ���Ѷ����ע�ֹ���ҵ��̬


�����ѳ����վ�����ߵ������ 2020���ȥ�ˣ�2021�굽���ˣ������߹����죬������죬�ɹ�Ҳ��һ�����̡������û���ջ��������ۣ�ƾ����2020���Ŭ�������ˣ��ܶ����֣���������
�������ߣ�137031738000317-6083670
���棺0317-6083676
E-Mail��hbycgy88@163.com
��˾��ַ���ӱ�ʡ��������ɽ�ع�ҵ������
 �ֻ���վ
��ϵ�ѳ�
�ֻ���վ
��ϵ�ѳ�
Copyright © �����ѳϹ�ҵ����˾ ��Ȩ�����ٶ�ͳ��
����վ�Ѿ������Ȩ���������г�Ϯ�������������������ţ���ICP��14006149��-46