产品介绍
 友诚管业,以品质求发展,以口碑做市场
友诚管业,以品质求发展,以口碑做市场 

 全国服务热线
全国服务热线
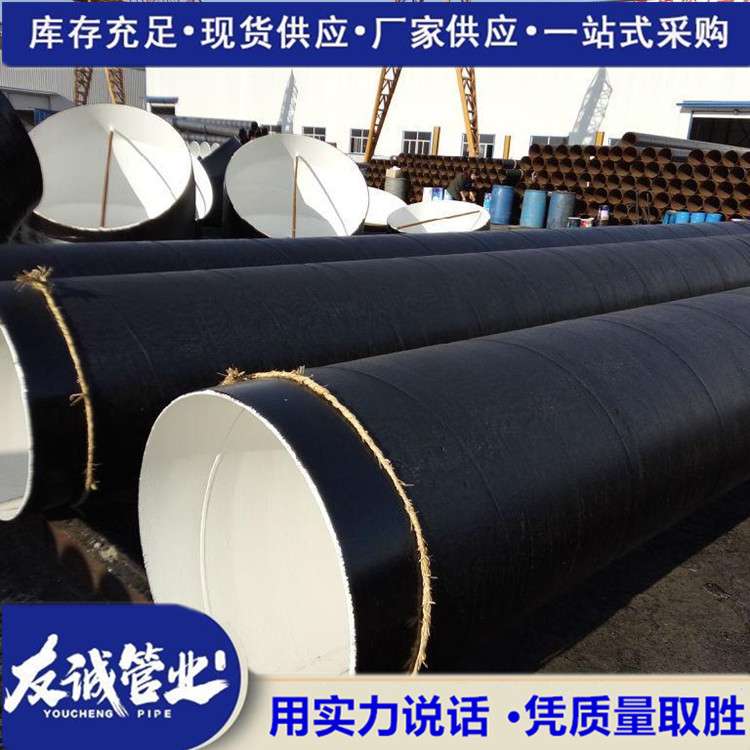
给排水管道工程
焊接连接
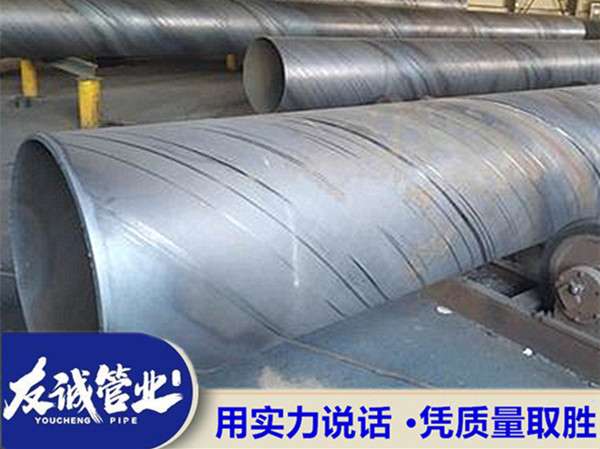
螺旋钢管采用的焊接工艺为埋弧焊技术,采用填充物焊接,颗粒保护焊剂埋弧。生产的口径可以达到1500mm,LSAW是埋弧焊直缝钢管的英文简称,埋弧焊直缝钢管的生产工艺有JCOE成型技术、卷制成型埋弧焊技术。当口径较大时可能用两块钢板进行卷制,这样会形成
13703173800立 即 询 价
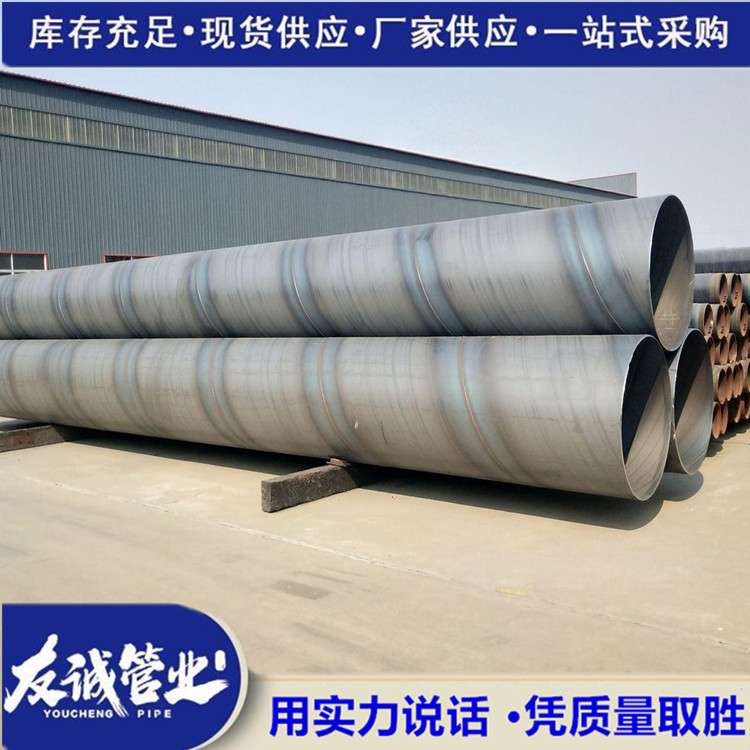
螺旋钢管采用的焊接工艺为埋弧焊技术,采用填充物焊接,颗粒保护焊剂埋弧。生产的口径可以达到1500mm,LSAW是埋弧焊直缝钢管的英文简称,埋弧焊直缝钢管的生产工艺有JCOE成型技术、卷制成型埋弧焊技术。当口径较大时可能用两块钢板进行卷制,这样会形成双焊缝的现象。可以执行的标准GB/T3091杠2008低压流体钢管生产标准,GB/T9711.1-2杠1997石油天然气钢管生产使用标准,还可以执行美国API 5L管线钢管执行标准。生产材质:Q195A-Q345E;245R;Q345QA-D;L245-L485;X42-X70。承压参数主要有2ST/T,S为屈服强度,T为壁厚。现在埋弧焊已经发展成为,有双丝埋弧焊,还有多丝埋弧焊,效率更进一步提高。合理地确定各规格钢管的产量和投产顺序,及时、准确地收集钢管在各控制阶段的生产检验数据,钢管生产的成材率和质品率是ERW直缝钢管生产。公司具有的诺言、的、的效劳,在大力支持下惊人的成绩。在钢铁出售的范畴中树立起杰出的形象。

给排水用直缝焊接钢管应做机械性能试验和压扁试验以及扩口试验,并要达到标准规定的要求。钢管应能承受一定的内压力,必要时进行2.5Mpa压力试验,保持无渗漏。允许用涡流探伤的方法代替水压试验。涡流探伤按GB7735《钢管涡流探伤检验方法》标准执行。涡流探伤方法是将探头固定在机架上,探伤与焊缝保持3~5mm,靠钢管的快速运动对焊缝进行的扫查,探伤信号经涡流探伤仪的自动处理和自动分选,达到探伤的目的。探伤后的焊管用飞锯按规定长度切断,经翻转架下线。钢管两端应平头倒角,打印标记,成品管用六角形捆扎包装后出厂。采用先预焊后内外焊(精焊)的工艺,可在位置实现焊接,不易出现错边、焊偏和未焊透等缺陷,容易控制焊接质量;进行整体机械扩径,可有效地提高钢管的尺寸精度,并改善钢管内应力的分布状态,从而避免由于应力腐蚀造成的破坏,同时有利于现场的焊接施工。