

产品介绍
 友诚管业,以品质求发展,以口碑做市场
友诚管业,以品质求发展,以口碑做市场 

 全国服务热线
全国服务热线
给排水管道工程
承插口连接
螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊管。 &n
13703173800立 即 询 价
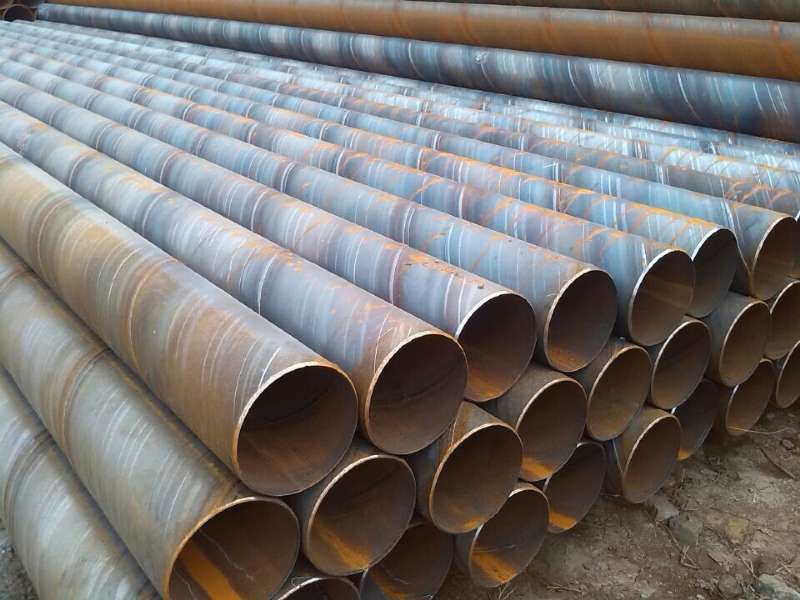
螺旋焊管基本介绍:
是将低碳碳素结构钢或低合金结构钢钢带按一定的螺旋线的角度(叫成型角)卷成管坯,然后将管缝焊接起来制成,它可以用较窄的带钢生产大直径的钢管。其规格用外径*壁厚表示,焊管应保证水压试验、焊缝的抗拉强度和冷弯性能要符合规定。在焊缝上有连续的声学检查标志.经人工超声检查和X光检查后,若有任何缺陷,经修复后,再进行无损检测直至缺陷消除.关于这其中的故障问题,我们一定要仔细的去进行排查才可以.

螺旋钢管-埋弧焊的原理:
埋弧焊是利用电弧热能进行焊接的,与手工焊条电弧焊不同的是:埋弧焊的焊丝是裸露的,上面没有涂料,埋弧焊的确焊剂是预先铺在待焊处的,埋弧焊焊丝伸入焊剂中,电弧是在焊剂下燃烧的。焊丝与工件接触,按下启动按动钮后,焊丝与工件通电的瞬间,焊丝回抽,电弧引燃,焊接小车向前进,焊丝连续下向输送,维持电弧在焊剂层下燃烧,在电弧下方形成焊接熔池。在电弧周围,焊剂熔化形成一个空洞,。这个空洞和熔池不断前进,而熔池后方的金属凝固,形成连续的焊缝。这个过程由于是在焊剂下进行的,因此,我们用肉眼是看不到的。借助于X射线摄影可以看到。
螺旋钢管生产线主要结构特点:
传输线:使用圆环型弯管传输线,根据需要调节传动速度,在传动轮和内侧靠轮同时作用时,确保不同角度弯管都能够在传输线稳定运行。抛丸除锈装置:该装置使用了与直管生产线几乎相同的抛丸除锈方法,由于多个抛丸器在弯管圆周方向的均匀分布,对表面处理质量能够有效保证。加热装置:因为加热器随着弯管的行走径向随动,对不同弯曲角度弯管的防腐处理都能够适用。喷涂系统:该系统中,喷粉架随弯管的行走作径向摆动,对不同弯曲角度弯管的防腐处理均能适用。由于喷粉抢依弯管圆周方向的分布均匀,按照电机驱动依管体圆周方向做均匀摆动,从而对涂层的连续性以及厚度均匀性加以保证。而且,涂层厚度能够在300~1200 μm范围内根据不同需要加以调节。钢结构支柱用螺旋钢管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管。




