产品介绍
 友诚管业,以品质求发展,以口碑做市场
友诚管业,以品质求发展,以口碑做市场 

 全国服务热线
全国服务热线
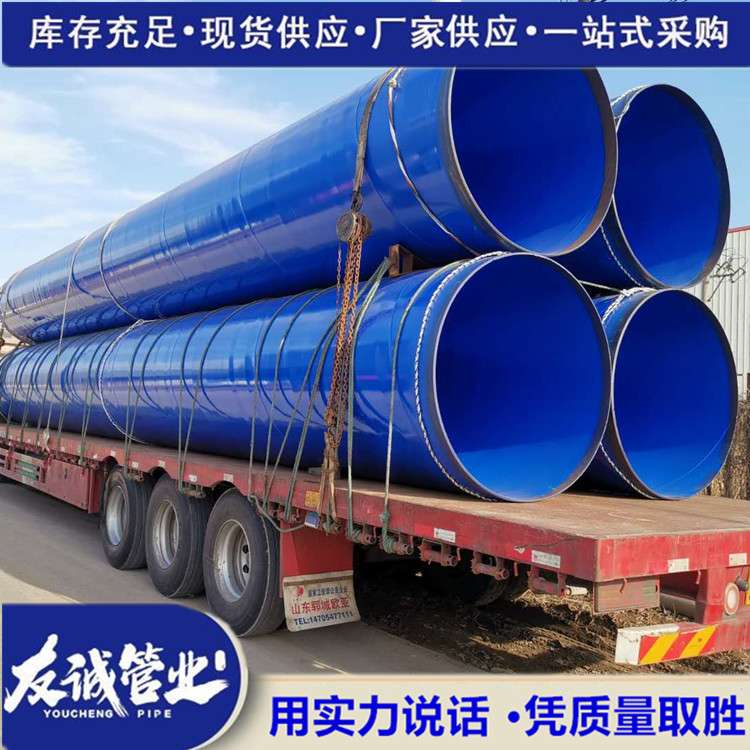
市政管廊工程
焊接连接
涂塑直缝管产品广泛应用于石油、天然气、化工、热力、电力、灌溉、结构等行业,得到广大客户的一致好评销售ERW直缝焊管,本公司主营的钢管,高频直缝钢管,焊管,直缝管, 采用当今的排辊式成型工艺、电气配置采用德国西门子PRC和英MENT公司直流数字化调速
13703173800立 即 询 价
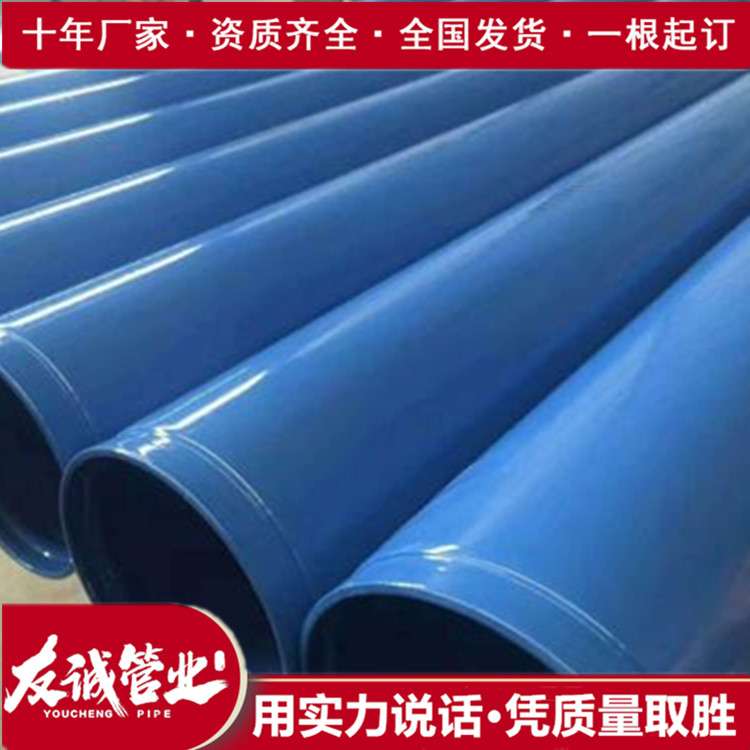
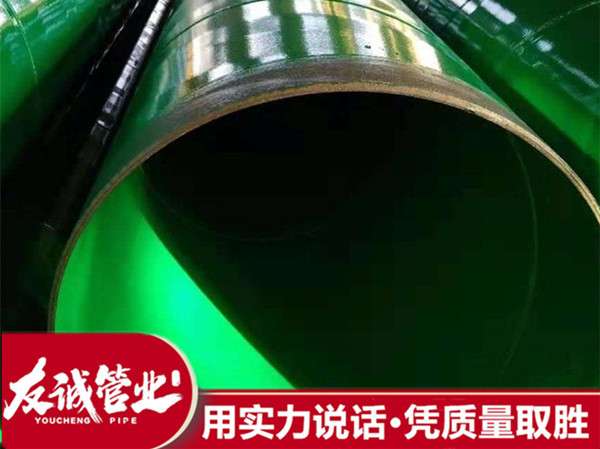
涂塑直缝管产品广泛应用于石油、天然气、化工、热力、电力、灌溉、结构等行业,得到广大客户的一致好评销售ERW直缝焊管,本公司主营的钢管,高频直缝钢管,焊管,直缝管, 采用当今的排辊式成型工艺、电气配置采用德国西门子PRC和英MENT公司直流数字化调速控制装置,保证了机组高精度、运转的可靠性。国标高频直缝管按生产方法分类:工艺分类-电弧焊管,电阻焊管,(高频,低频)气焊管,炉焊管。直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加,而且生产速度较低。
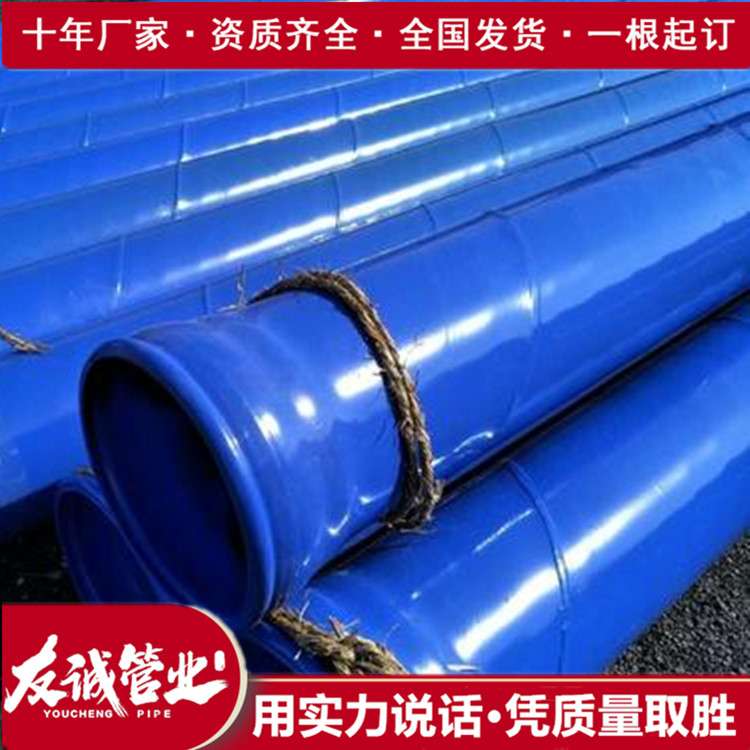
涂塑焊接钢管应做机械性能试验和压扁试验以及扩口试验,并要达到标准规定的要求。钢管应能承受一定的内压力,必要时进行2.5Mpa压力试验,保持无渗漏。允许用涡流探伤的方法代替水压试验。涡流探伤按GB7735《钢管涡流探伤检验方法》标准执行。涡流探伤方法是将探头固定在机架上,探伤与焊缝保持3~5mm,靠钢管的快速运动对焊缝进行扫查,探伤信号经涡流探伤仪的自动处理和自动分选,达到探伤的目的。探伤后的焊管用飞锯按规定长度切断,经翻转架下线。钢管两端应平头倒角,打印标记,成品管用六角形捆扎包装后出厂。采用先预焊后内外焊(精焊)的工艺,可在位置实现焊接,不易出现错边、焊偏和未焊透等缺陷,容易控制焊接质量;进行整体机械扩径,可有效地提高钢管的尺寸精度,并改善钢管内应力的分布状态,从而避免由于应力腐蚀造成的破坏,同时有利于现场的焊接施工。